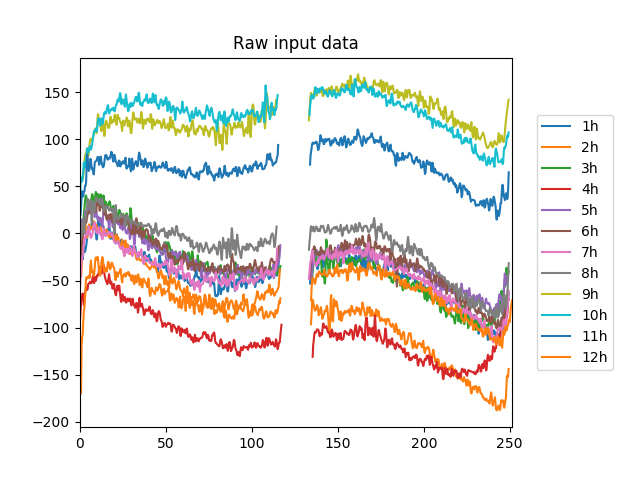
De ruwe data van één diagonaal zien er als volgt uit:
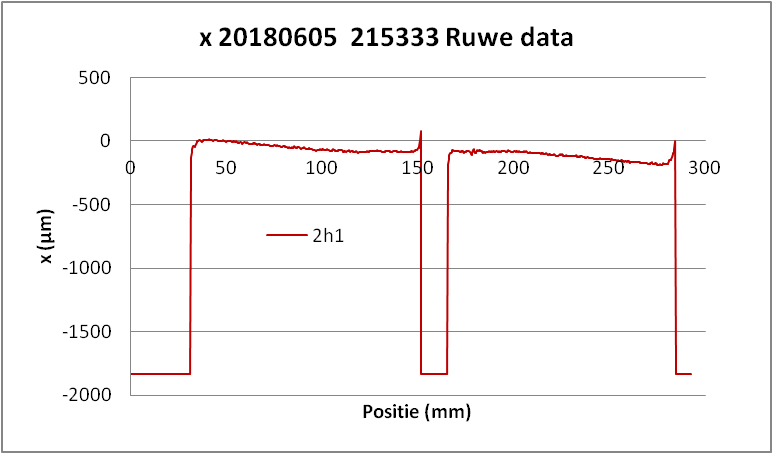
Een eerste stap in de dataverwerking is het verwijderen van data die geen betrekking hebben op het spiegeloppervlak:
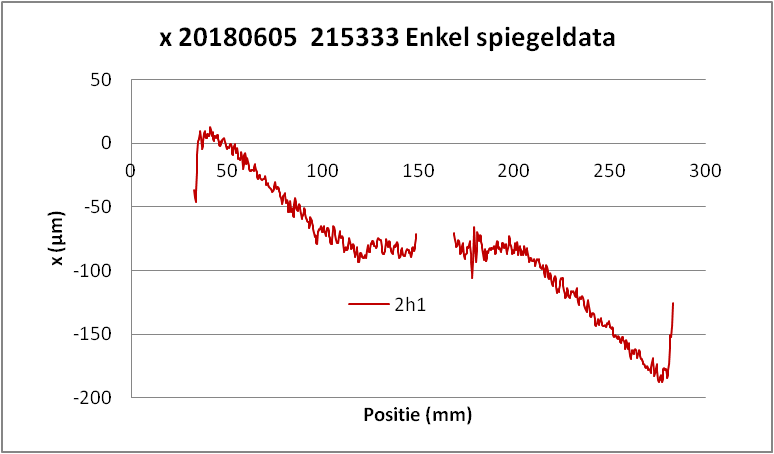
Omdat de vertikale spreiding in gegevens veel kleiner geworden is kunnen we meer inzoomen: de ordinaat heeft nu een spreiding van 250 i.p.v. 2500µm. De kleine variaties worden al beter zichtbaar. Ook de S-vorm van het transport is duidelijker zichtbaar. In een volgende stap laten we de resultaten starten op positie nul:
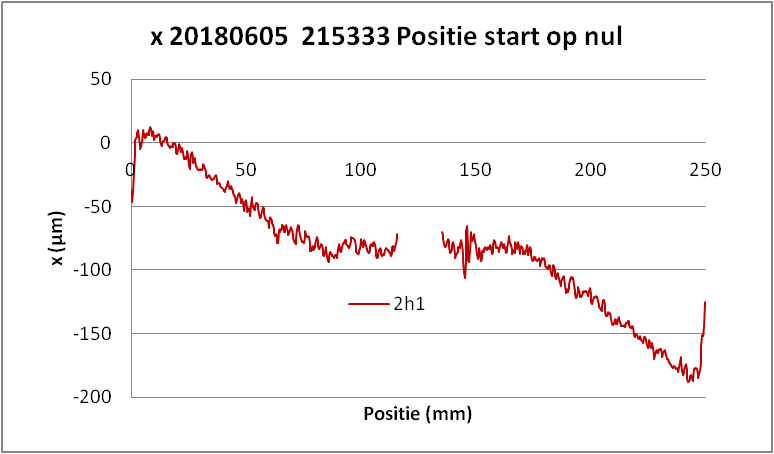
Na elke verplaatsing van de testspiegel om een andere diagonaal te meten zijn er kleine correcties nodig om de laserreflectie terug in het centrum van de sensor te brengen. Hierdoor ligt de gemiddelde afwijking per diagonaal telkens anders.
Ook de helling van de curven kan variëren omdat er kleine afstandsverschillen tussen spiegel en sensor ontstaan. Om de resultaten van de verschillende diagonalen samen te verwerken is het nodig dat het gemiddelde van alle curven samenvalt met nul en dat ze ook allen een helling nul hebben.
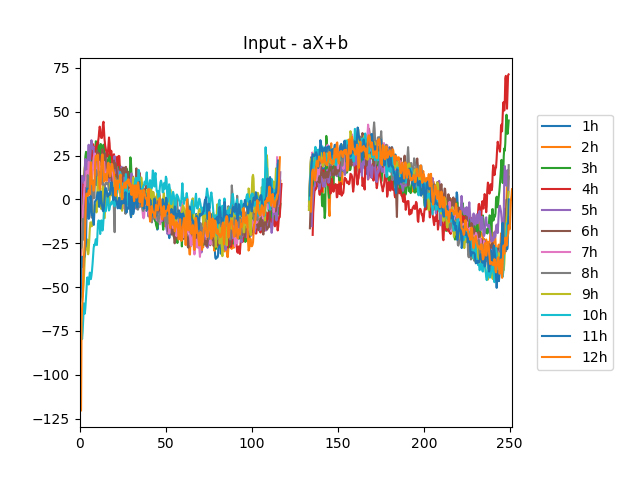
Voor elke meetreeks laten we een lineaire trendlijn berekenen die een vergelijking y = ax + b geeft. Vervolgens verplaatsen we de curve zodanig dat a en b nul worden. Dat geeft het volgende resultaat:
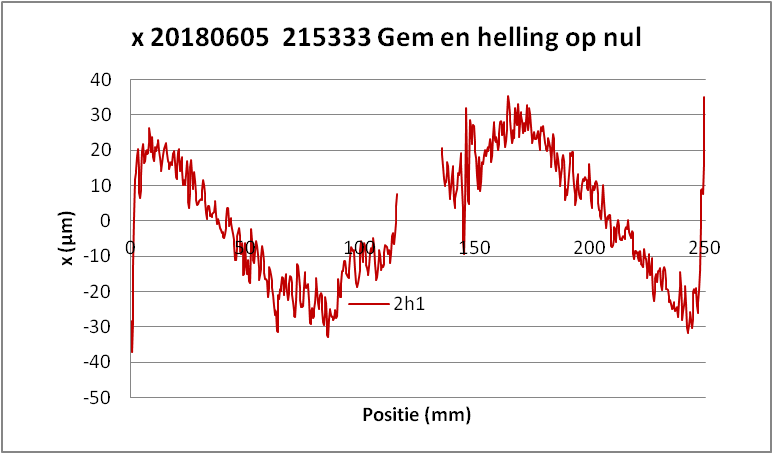
De spreiding van de ordinaat is gedaald tot 90µm, we zien dus nog meer details. Passen we dit toe op een praktijkvoorbeeld waar 12 meetreeksen gemaakt zijn:
Hier zijn de overbodige data reeds verwijderd en het begin van de metingen op positie nul gezet. Als we nu ook gemiddelde en helling op nul zetten wordt het beeld:
In een volgende stap moeten we de transportfouten scheiden van de spiegelfouten.
Elke individuele meting van een afwijking van de positie van de laserreflectie t.o.v. het brandpunt is de som van afwijkingen veroorzaakt door “transportfouten” en werkelijke spiegelfouten. Met transportfouten bedoelen we andere bewegingen van het 45 graden spiegeltje dan de puur lineaire langs de diagonaal van de testspiegel.
Door onvolkomendheden in de aandrijving van de laserkar en de vorm van de glijstaaf is het mogelijk dat het spiegeltje naast zuiver links-rechts ook een op- en neerwaartse beweging krijgt of ook een rotatie in het horizontale vlak. Vooral dit laatste kan de laserreflectie een extra afwijking geven in de x-richting (horizontaal over de sensor).
Een meetreeks wordt steeds gemaakt in dezelfde richting over de testspiegel (van rechts naar links gezien van de sensor naar de spiegelcel). De transportfout is in principe steeds dezelfde, onafhankelijk van de positie van de testspiegel.
De spiegelfout is echter afhankelijk van de spiegelpositie: welke diagonaal wordt er gemeten (en eventueel in welke richting). Als we meetreeksen van veel diagonalen combineren die elk de som zijn van een specifieke spiegelfout en een gelijke transportfout, dan kan de spiegelfout als willekeurig verondersteld worden met een gemiddelde naderend naar nul. Het gemiddelde nadert tot nul als er een voldoende aantal onafhankelijke termen bijgeteld worden.
Hoe meer meetreeksen we dus samen middelen hoe dichter dit gemiddelde zal liggen bij de transportfout en hoe kleiner de spiegelfouten erin worden. Het besluit is dat we van elke individuele meting van x op een bepaalde positie het gemiddelde van alle metingen op die positie moeten aftrekken om enkel nog (in een goede benadering) de werkelijke spiegelfouten over te houden.
Voor een meer gedetailleerde bespreking kijk hier.
Als we dat toepassen op het voorbeeld van de 12 meetreeksen krijgen we:
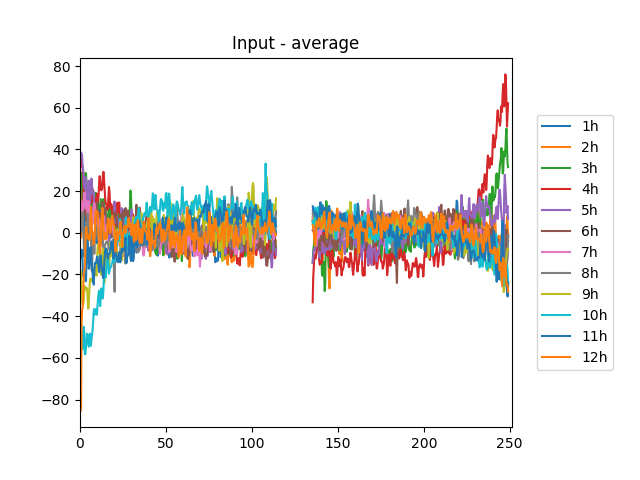
Het blijkt nu dat de globale S-vorm in de curves verdwenen is. De gezochte spiegelafwijkingen zijn terug te vinden in de vertikale “ruis” en de uitschieters linksonder en rechtsboven.
De curves bestaan uit een groot aantal opeenvolgende metingen van de afwijkingen van de reflectie van het brandpunt. Zo één meting noemen we delta x. Tussen twee metingen heeft de laser zich verplaatst over een afstand D over de testspiegel. Dit noemen we de stapgrootte.
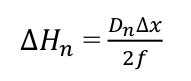
Een volgende bewerking bestaat erin deze afstandsmeting om te zetten in een hoogteverschil van het spiegeloppervlak, dat noemen we delta H. Het verband is:
Deze berekeningswijze is een eenvoudige benadering.
Afleiding van dit verband en andere rekenmethodes vindt je hier.
Delta H is dus het hoogteverschil tussen de testspiegel en de ideale spiegel, zijnde een parabool. Als de testspiegel perfect is dan zijn delta x en delta H nul. Het aantal metingen is n. De gemeten brandpuntsafstand van de testspiegel is f. Stel de stapgrootte D = 0.3mm en de brandpuntsafstand f = 1166mm, dan is D/2f = 0.00013. In dit concreet geval wordt de spiegelfout op de sensor dus bijna 8000 keer vergroot gezien.
De totale afwijking H van de ideale spiegelvorm wordt bekomen door per stap D alle fracties delta H op te tellen. Uit de bepaling van de ligging van de blinde vlek kennen we het snijpunt van de optische as met het middelpunt van de testspiegel. We stellen arbritair op dit punt H =0 en delta H = 0. Het optellen van de delta H’s gebeurt vertrekkend uit dit punt naar links en rechts (gezien van de spiegelcel naar de sensor). Als we voor de 12 meetreeksen H weergeven als een functie van de positie krijgen we het volgende beeld:
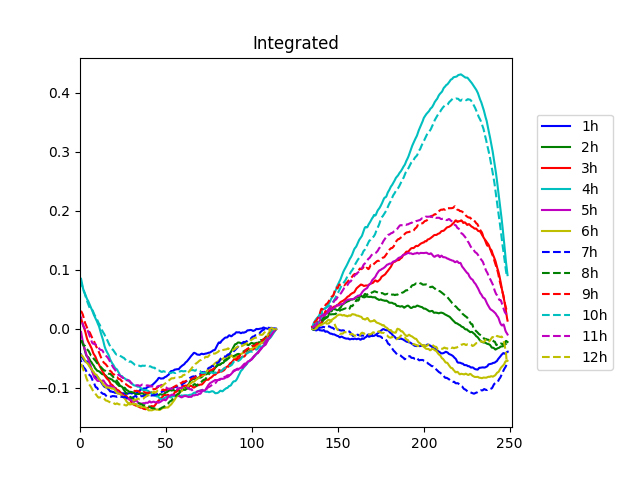
In absis zien we nog steeds de positie van de laser over de spiegeldiagonaal in mm. In ordinaat staat nu niet meer x maar H, in micrometer.
In het linkerdeel van de spiegel ligt een verdieping tussen 50 en 150 nanometer, met een maximum op 40mm van de spiegelrand; het centrum rond de blinde vlek ligt (bij definitie) op nul, terwijl in het rechterdeel een verhoging te zien is rond positie 230mm met een maximum rond 400 nanometer.
Tenslotte kunnen we deze resultaten in een meer praktisch leesbare vorm presenteren: een “polar view”:
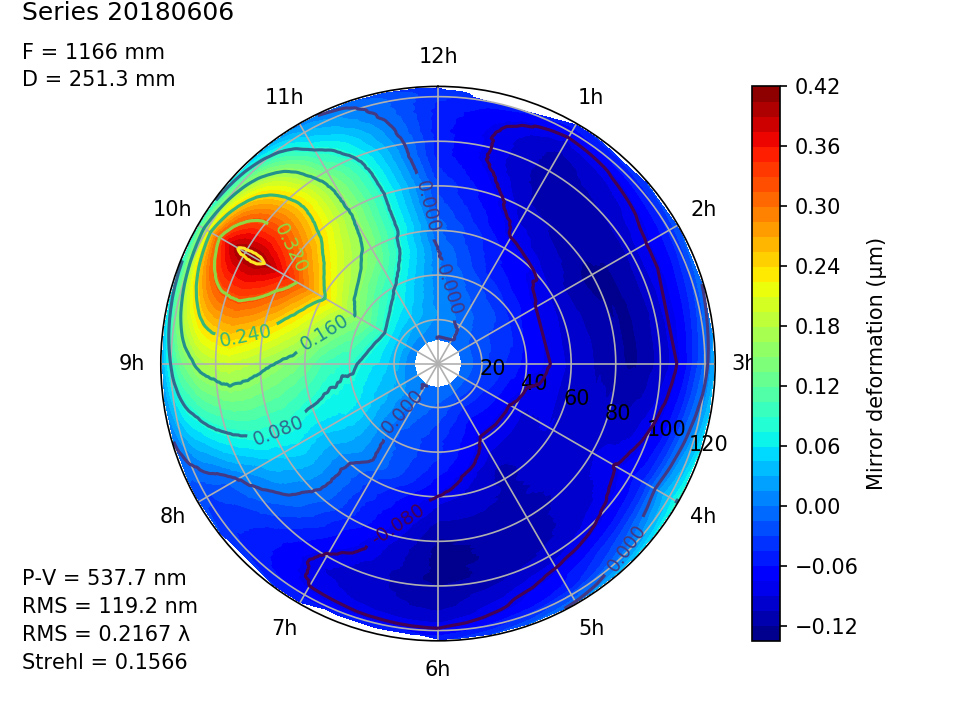
We zien nu van bovenaf op het spiegeloppervlak. De metingen van de 12 diagonalen zijn uitgezet over het oppervlak. De ruimten ertussen zijn geinterpoleerd via een gewogen gemiddelde (de “densiteit” van metingen is hoger naar het centrum dan aan de randen). In het midden zijn geen metingen door de blinde vlek. Blauwe gebieden liggen onder de ideale spiegel, groen en rood er boven.
F is de gemeten brandpuntsafstand, D is (in dit geval) de diameter van de testspiegel. Er zijn ook enkele kengetallen berekend: Peak-to-valley, RMS en Strehl. Voor dit laatste is de benadering van Mahajan gebruikt:
Hier is RMS uitgedrukt in golflengte-eenheden met lambda = 550nm.